Zadzwoń: +48 18 26 75 751




(570,31 zł szt.)
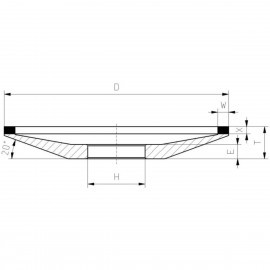
Średnica zew.: 125 mm
Średnica wew.: 32 mm
Szerokość nasypu: 10 mm
Wysokość nasypu: 2 mm
Ziarno Diamentowe o wielkości: B151

Bezpieczne zakupy

Szybka wysyłka na całą Polskę

Łatwy kontakt ze sprzedawcą
Cechy użytkowe:
Średnica zew.: 125 mm
Średnica wew.: 32 mm
Szerokość nasypu: 10 mm
Wysokość nasypu: 2 mm
Ziarno Diamentowe o wielkości: B151
ŚREDNICA:
-Podstawowym kryterium doboru średnicy jest typ używanej szlifierki.
-Jeśli istnieje możliwość wyboru należy stosować ściernice o dużych średnicach.
-Zaletą takiego rozwiązania jest lepsza jakość obrabianej powierzchni oraz wyższa ekonomiczność ich pracy dzięki wyższej wydajności obróbki.
MATERIAŁ KORPUSU:
Ściernica wykonana jest z Aluminium, charakteryzującego się bardzo dobrą przewodność cieplną oraz dobrą wytrzymałością mechaniczną.
WIELKOŚĆ ZIARNA:
Rozmiar ziarna w decydujący sposób wpływa na proces obróbki szlifierskiej, zatem jego właściwy dobór ma decydujący wpływ na osiągane rezultaty.
Dla Polskiej normy FEPA oraz PN PN-85/M-59108 [µm]
Dla ściernic Diamentowych (D) HM
Dla Ściernic Borazynowych (B) HSS
D46 B46 45/38
D54 B54 53/45
D64 B64 63/53
D76 D76 75/63
D91 B91 90/75
D107 B107 106/90
D126 B126 125/106
D151 B151 150/125
D181 B181 180/150
Prawidłowy dobór wielkości ziarna gwarantuje poprawną pracę ściernicy oraz osiąganie zamierzonych gładkości szlifowanych powierzchni.
Ogólnie rzecz biorąc im mniejsza wielkość ziarna tym gładsza powierzchnia obrabiana.
Nie powinno się jednak zawsze dążyć do uzyskania jak najgładszej powierzchni, lecz zawsze do osiągnięcia pożądanych rezultatów w jak najkrótszym czasie.
Oznacza to, że należy stosować jak najgrubsze ziarno, które umożliwia osiągnięcie akceptowalnej gładkości.
Nie należy stosować zbyt dużych naddatków podczas szlifowania ściernicami o drobnym ziarnie, ponieważ powoduje to wzrost zużycia warstwy ściernej oraz pogorszenie jakości obrabianych powierzchni.
W przypadku obróbki zgrubnej należy zawsze dobierać jak najgrubsze ziarno w celu uzyskania jak największej efektywności szlifowania.
Zaleca się stosowanie głębokości szlifowania nie większej niż 1/3 nominalnej wielkości ziarna podanej w charakterystyce ściernicy.
Przykładowo dla ziarna D126 wg FEPA wielkość naddatku szlifierskiego nie powinna przekraczać 0,042 mm
Wysokość warstwy ściernej narzędzia nie wpływa zasadniczo na proces szlifowania a jedynie na cenę samego narzędzia.
Uwzględniając aspekt ekonomiczny korzystnym rozwiązaniem jest stosowanie wyższej warstwy
Szerokość nasypu ma kluczowy wpływ na wielkość obszaru kontaktu ściernica – przedmiot obrabiany.
Ogólne zalecenia wskazują na potrzebę stosowania tak małych szerokości nasypu jak to tylko możliwe.
Szerokość warstwy roboczej ściernicy musi być zawsze mniejsza od obrabianej szerokości przedmiotu.
W przeciwnym przypadku tworzy się uskok na powierzchni roboczej ściernicy przyczyniający się do wzrostu jej zużycia a efekt ostrzenia nie będzie satysfakcjonujący
Zalety mniejszej szerokości:
-poprawa wydajność procesu wskutek zwiększenia skrawalności narzędzia
-niższa temperatura podczas szlifowania; ! skuteczniejsze odprowadzanie urobku
-łatwiejsze uzyskiwanie płaskości powierzchni i ostrych krawędzi przedmiotu obrabianego.
Podczas obróbki szlifierskiej bardzo dużą rolę odgrywa prędkość szlifowania, która jest liniową prędkością ziaren znajdujących się na powierzchni warstwy ściernej
Właściwy dobór tej prędkości w zależności od materiału obrabianego oraz rodzaju obróbki jest podstawową kwestią podczas szlifowania.
Vmax: 50m/s
Średnica zew.: 125 mm
Średnica wew.: 32 mm
Szerokość nasypu: 10 mm
Wysokość nasypu: 2 mm
Ziarno Diamentowe o wielkości: B151